
1: 플라스틱 사출 공구 제품을 장기간 사용한 후에는 절삭 가장자리를 날카롭게해야합니다. 연삭 후, 최첨단 표면은 탈자화되어 자화되지 않아야합니다. 그렇지 않으면 막힘이 발생하기 쉽습니다. 금형 사용자 회사는 자세한 기록을 작성하고 사용, 관리 (윤활, 청소, 녹 방지) 및 손상에 대한 통계를 작성해야합니다. 이를 바탕으로 어떤 부품과 부품이 손상되었는지, 마모 정도를 찾아 문제를 찾고 해결하는 정보를 제공 할 수 있습니다. 동시에, 사출 금형의 성형 공정 매개 변수와 금형의 시험 실행 시간을 단축하고 생산 효율을 향상시키기 위해 제품에 사용되는 재료를 알 수 있습니다. 금형의 다양한 특성은 사출 성형기 및 금형의 정상 작동 하에서 테스트되어야하며 최종 성형 플라스틱 부품의 크기를 측정해야합니다. 이 정보를 통해 금형의 현재 상태를 결정할 수 있으며 공동, 코어, 냉각 시스템 및 분리 표면의 손상을 찾을 수 있습니다. 플라스틱 부품이 제공하는 정보에 따르면 금형의 손상 상태와 수리 조치를 판단 할 수 있습니다.
2: 봄 및 기타 탄성 부품플라스틱 사출 공구사용 과정에서 손상 될 가능성이 가장 높으며 일반적으로 골절과 변형이 나타납니다. 채택 된 방법은 교체하는 것입니다. 교체 과정에서 스프링의 사양 및 모델에주의를 기울여야합니다. 스프링의 사양 및 모델은 세 가지 항목의 색상, 외경 및 길이로 확인됩니다. 세 항목이 동일한 경우에만 교체 할 수 있습니다.
3: 부품 고정. 고정 부품이 느슨하거나 손상되었는지 확인하십시오. 채택 된 방법은 교체를 위해 동일한 사양의 부분을 찾는 것입니다.
4: 누르는 판, uniglue 등과 같은 부분을 누르십시오. 스트리퍼, 공압 이젝터 등과 같은 배출 부품. 유지 보수 중에 각 부품의 부품과 손상 여부를 확인하고 손상된 부품을 수리하십시오. 공압 재킹 재료가 누출되는지 확인하고 특정 상황에 대한 조치를 취하십시오. 기관이 손상되면 교체해야합니다.
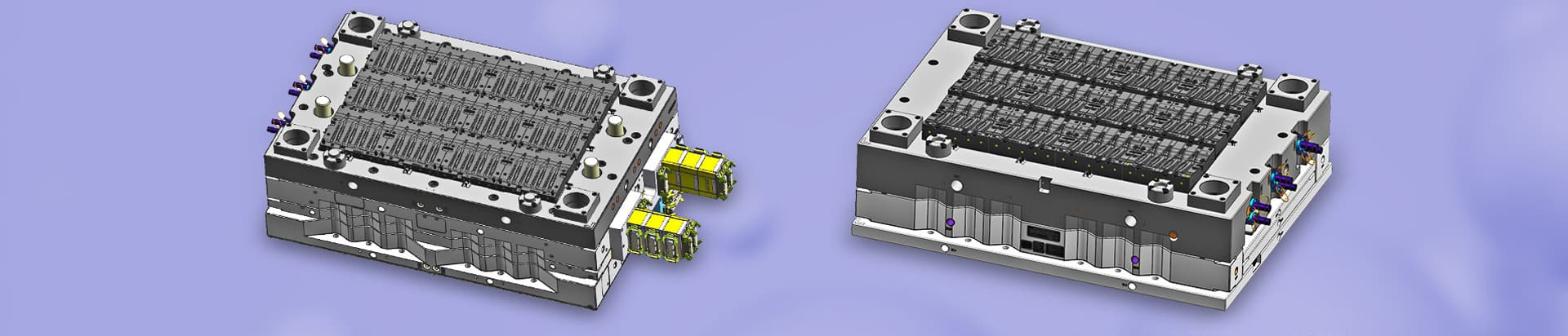
플라스틱 사출 툴링의 몇 가지 중요한 부분을 추적하고 테스트하는 데 중점을 둡니다. 이젝터 및 가이드 구성 요소는 금형의 개방 및 폐쇄 움직임과 플라스틱 부품의 배출을 보장하는 데 사용됩니다. 어떤 부분이 손상으로 인해 막히면 생산이 중단됩니다. 따라서 금형 골무 및 가이드 포스트는 윤활유를 유지해야하며 (가장 적합한 윤활제를 선택해야 함) 골무 및 가이드 포스트는 정기적으로 변형 및 표면 손상을 점검해야합니다. 일단 발견되면 제 시간에 교체해야합니다. 생산주기를 완료 한 후 금형 작업 표면에 전문 녹 방지 오일을 바르고 부품을 움직이고 안내합니다. 기어, 랙 몰드 및 스프링 몰드의 베어링 부품의 탄성 강도를 보호하여 항상 최상의 작동 상태에 있는지 확인해야합니다.




 전화:
전화:  이메일:
이메일:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어