
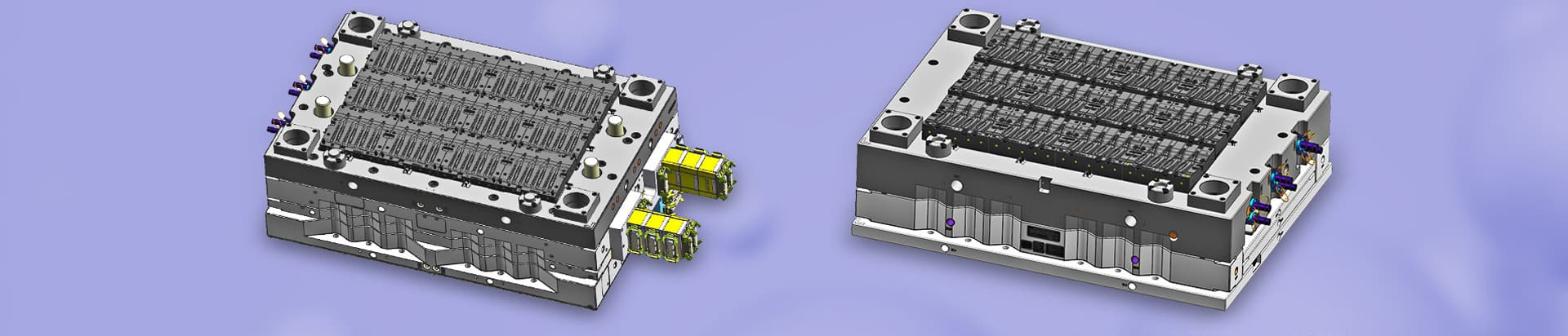
휴대 전화 쉘 제품의 개발은 제품 구조 설계, 금형 개발 및 설계, 사출 성형 생산, 스프레이 인쇄 등의 과정을 거쳐야합니다. 각 링크는 휴대 전화 쉘의 모양에 영향을 미칩니다. 휴대 전화 쉘 몰드의 사출 성형 과정에서 어떤 문제에주의를 기울여야하는지에 대한 몇 가지 제안이 있습니다. 우리는 이것이 당신에게 도움이되기를 바랍니다.
사출 금형 설계휴대 전화 쉘은 제품의 구조와 조립을 고려해야합니다. 또한, 제품의 배출 및 그 수로 배열 및 접착제 입구의 분포는 제조 공정에서 고려되어야한다. 다음은 제품 리브, 후크 및 너트 구멍의 디자인 주의점을 간략하게 소개합니다.
PC 또는 ABS PC를 사용할 때 리브의 두께는 전화 쉘 자체의 두께의 0.6 배를 넘지 않습니다. 종횡비는 그 자신의 두께의 3 내지 5 배를 초과할 수 없다.
휴대 전화 쉘 몰드의 초안 각도는 약 0.5 ~ 1.0 도입니다.
두 리브 사이의 공간은 벽 두께의 3 배 이상입니다.
후크의 카드 입력 사양은 일반적으로 0.5mm ~ 0.8 mm입니다.
후크는 이별 표면에서 0.2mm 아래로 이동하므로 휴대 전화 쉘 몰드 가공에 도움이됩니다.
후크와 카드 슬롯의 교합 표면은 미래에 쉽게 금형 수리를 위해 0.05 mm의 간격을 가지고 있습니다.
0.3 mm의 공간은 후크의 변형을 위한 탄성 공간으로서 후크의 하부에 있는 슬롯의 상부에 예약되어 있다.
다른 짝짓기 표면은 0.1 ~ 0.2 mm의 간격을 남겨 두어야합니다.
후크의 비스듬한 가이드 포스트는 6 ~ 8 mm 의 스트로크 배열을 남겨 두어야합니다.
후크의 팁에는 쉽게 분해 및 조립할 수 있도록 0.1mm 아크가 있습니다.
2 도 드래프트는 분해 각도로서 후크의 짝짓기 표면에 남겨질 수 있다.
슬롯 하부의 가이드 R 각도는 압축 강도를 향상 시키므로 다른 고기 두께를 가진 영역의 경사각이 변환 영역으로 사용됩니다.
휴대 전화 쉘은 일반적으로 PC 또는 PC ABS 재료로 성형됩니다. PC의 불량한 유동성으로 인해이 공정은 일반적으로 높은 금형 온도와 높은 재료 온도를 사용하여 충전합니다. 사용되는 게이트는 일반적으로 포인트 게이트입니다. 채울 때, 게이트 위치와 V-P (사출 유지 압력) 스위칭 위치를 찾기 위해 등급이 매겨진 사출 성형을 사용해야합니다. 게이트 가스 마크 및 언더 필 플래시와 같은 이상을 해결하는 데 큰 도움이 될 것입니다.





 전화:
전화:  이메일:
이메일:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어