
1. 사출 성형을 탈기하는 데 사용되는 배기 사출 기계는 배럴의 중간에 배기 포트가 장착되어 있으며 진공 시스템에도 연결됩니다. 플라스틱이 가소 화될 때, 진공 펌프는 배기 포트를 통해 플라스틱 내의 수증기, 단량체, 휘발성 물질 및 공기를 끌어들일 수 있다; 원료는 사전 건조 될 필요가 없으므로 생산 효율과 제품 품질이 향상됩니다. 폴리 카보네이트, 나일론, 플렉시 유리, 셀룰로오스 등과 같은 수분을 흡수하기 쉬운 성형 재료에 특히 적합합니다.
2. 보통 움직이는 나사 사출 기계는 흐름 사출 성형에 적합합니다. 즉, 플라스틱은 지속적으로 가소화되고 특정 온도로 금형 캐비티에 압착됩니다. 플라스틱이 몰드 캐비티에 채워지면 나사가 회전을 멈 춥니 다. 스크류의 추력에 의해, 몰드의 재료는 적절한 시간 동안 압력하에 유지되고, 그 후 냉각되고 성형된다. 유동 사출 성형은 대규모 제품 생산의 장비 제한을 극복하고 부품의 품질은 사출 기계의 최대 사출 부피를 초과 할 수 있습니다. 그 특징은 가소 화 된 물체가 배럴에 저장되지 않고 금형에 지속적으로 압착되어 압출과 주입을 결합하는 방법이라는 것입니다.
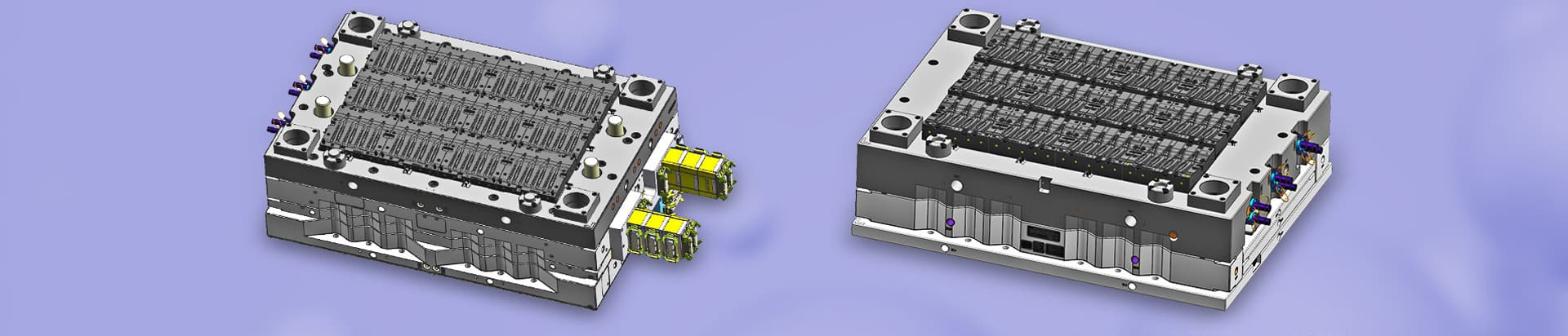
3. 금형에는 분할 채널이 없으며 사출 기계의 연장 노즐은 용융 된 재료를 각 금형 공동으로 직접 나눕니다. 주입 할 때, 유동 채널의 플라스틱은 용융 흐름 상태를 유지하고 탈구 중에 제품과 함께 나오지 않으므로 부품에는 유동 채널 잔류 물이 없습니다. 이 성형 방법은 원료를 절약하고 비용을 절감 할뿐만 아니라 절차를 줄이고 완전 자동 생산을 달성 할 수 있습니다.
4. 반응의 원리사출 성형반응 원료는 계량 장치에 의해 계량 된 다음 혼합 헤드로 펌핑되고 혼합 헤드에서 충돌하여 혼합 된 다음 닫힌 금형에 고속으로 주입됩니다. 그 후, 그들은 빨리 치료하고, 퇴치하고, 꺼내야합니다. 폴리 우레탄, 에폭시 수지, 불포화 폴리 에스테르 수지, 실리콘 수지, 알키드 수지 등과 같은 열경화성 플라스틱 및 엘라스토머를 가공하는 데 적합합니다.
5. 과립 또는 응집체 열경화성 플라스틱은 엄격하게 제어되는 온도 배럴에서 나사의 작용에 의해 점성 상태로 가소화됩니다. 더 높은 사출 압력 하에서, 재료는 가교 및 견고 성을 위해 특정 온도 범위로 금형에 들어갑니다. 열경화성 플라스틱 사출 성형은 물리적 변화 외에도 화학적 변화가 있습니다. 따라서 열가소성 사출 성형에 비해 성형 장비 및 가공 기술에 큰 차이가 있습니다.
한킹 몰드는중국 금형 회사. 상담 및 구매에 오신 것을 환영합니다!



 전화:
전화:  이메일:
이메일:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어