
1. 정밀 기어는 매개 변수 크기와 성능에 매우 높은 요구 사항을 가지고 있습니다. 매개 변수에는 부록 원의 외경, 치아 뿌리 원의 외경, 계수, 인덱스 원의 직경 (공통 법령이라고도 함), 인덱스 원의 두께, 압력 각도, 나선형 치아의 경사 각도, 링 기어 런아웃 허용 오차 등 성능 측면에서 재료 선택 및 기타 어셈블리 치수의 정확도 요구 사항이 포함됩니다.
2. 응용 측면에서 프린터 및 복사기의 내부 전송 부품과 같은 일반적인 제품은 일반적으로 VCD 디스크 드라이브 브래킷입니다. 기어가 정확도 요구 사항을 충족시키지 못하면 브래킷이 진동 또는 스윙 모션과 함께 불안정 해 보이며 음성이 매우 커집니다.
3. 정밀 기어는 정확도면에서 등급이 매겨집니다. 국가 표준은 레벨이 높을수록 더 정확하며 일본 표준은 레벨이 작을수록 더 정확하다는 것입니다. JIS 표준에 따르면 대부분의 정밀 기어 금형 공장은 4 등급 및 5 등급 기어 만 달성 할 수 있으며 이미 3 등급 플라스틱 기어를 달성 할 수있는 높은 수준입니다.
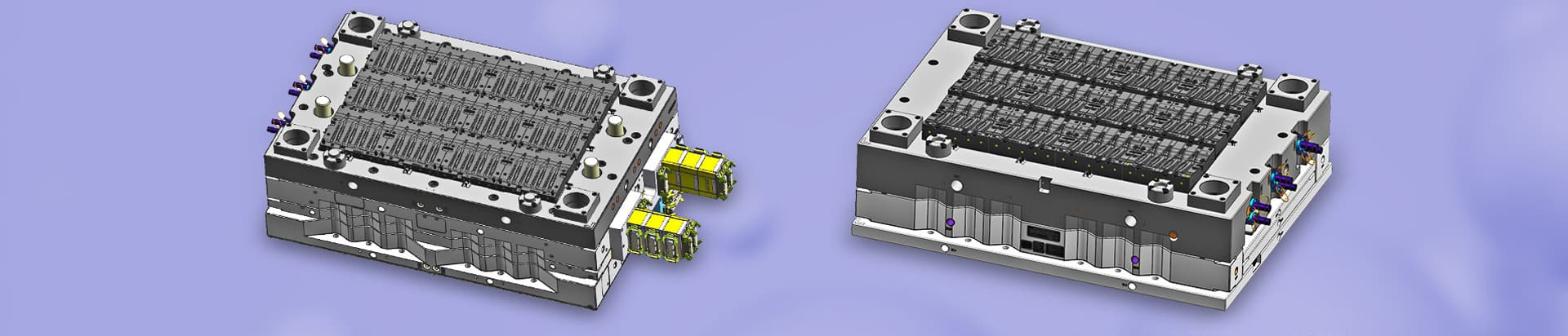
몰드베이스의 정확도는 금형의 수명뿐만 아니라 기어 몰드의 제조 및 사출 정확도에 직접적인 영향을 미칩니다. 경험에 따르면 일반 몰드베이스의 정확도는 일반적으로 정밀 기어 몰드의 요구 사항을 충족하기가 어렵습니다.
1. 게이트: 일반적으로 3 점 또는 6 점 균형 붓기가 사용되며 마이크로 기어는 일반적으로 점별로 부어집니다.
2. 공동 순위: 1 ~ 4 공동이 일반적입니다. 작은 기어는 6 또는 8 개의 공동에 도달 할 수 있습니다. 다른 모양의 기어는 3 개의 공동을 형성 할 수 있습니다. 가장 대표적인 것은 4-공동 유형입니다.
3. 기어 몰드의 배출 방법: 일반적인 중앙 실린더와 이젝터 핀 배출이 있습니다. 나선형 기어의 경우 분출을 돕기 위해 베어링을 추가해야합니다. 베어링의 위치는 실린더 바늘에 소매되고 금형 코어의 코어에 소매됩니다. 두 가지 배출 원리는 동일합니다.
4. 분리 표면 튜브 블록: 원통형 분리 표면 튜브 블록을 설치해야합니다.
5. 전면 및 후면 금형 및 인서트는 원통형이므로 제품의 동축 성을 보장합니다. 재료는 일반적으로 SKD61 이며 HRC52 ~ 56 으로 경화됩니다.
6. 주요 부품의 실린더 및 실린더 바늘 또는 작은 중앙 인서트의 정확도 측면에서 설계 정확도는 일반적으로 0.02 mm의 동축성이 필요하므로보다 엄격합니다. 또한, 중앙 실린더 바늘 또는 인서트 바늘의 상단은 원통형 직선 튜브 위치로 설계되어야하며, 상부 다이의 삽입 부분은 위치를 지정하기 위해 삽입되어야합니다. 전방 및 후방 다이 접착제 위치의 더 높은 동축성을 달성하기 위하여.





 전화:
전화:  이메일:
이메일:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어