
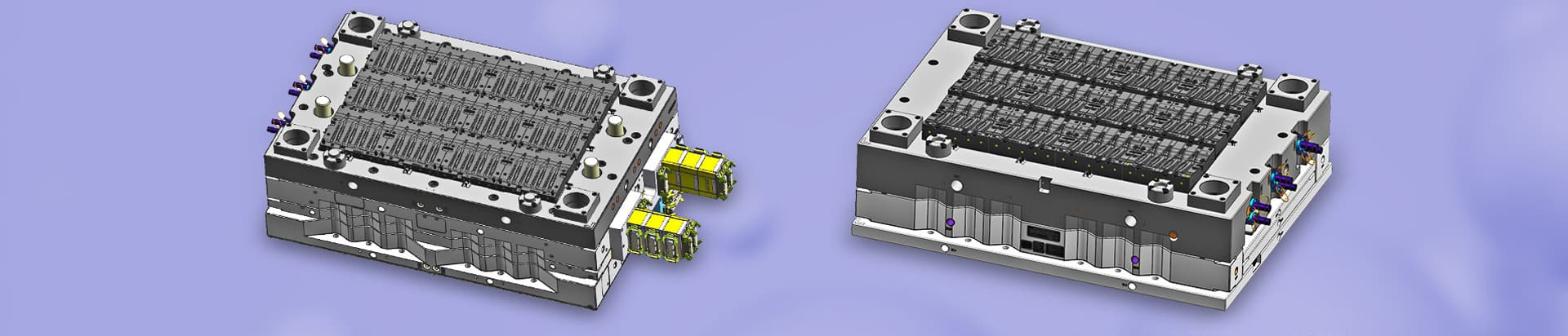
전자 제품의 지능과 소형화의 발달로 제품의 정밀도가 점점 더 높아지고 있으며 3 판 금형 I / M 공정의 적용이 점점 더 보편화되고 있습니다. 전통적인 수동 또는 로봇 보조 이식은 효율적이지 않으므로 풀 타입 I / M 프로세스가 점점 더 대중화되고 있습니다.
일반적으로 사용되는 세 가지 유형이 있습니다.3 플레이트 몰드: 첫 번째는 스트리핑 플레이트와 여성 템플릿 사이에 있습니다. 두 번째는 스트리핑 플레이트와 상부 고정 플레이트 사이에 있습니다. 세 번째는 여성 템플릿과 남성 템플릿 사이에 있습니다.
남성 금형 측면이 처음에 당겨지면사출 금형 메이커남성과 여성 템플릿 사이에 셔터를 설치하여 스트리핑 플레이트와 여성 템플릿 사이에 연결 및 방해가 없습니다. 스트리퍼 플레이트와 여성 템플릿 사이에 연결과 장애물이 없습니다 (대부분의 경우 작은 풀로드에는 스프링이 장착되어 있습니다). 이때 스트리퍼 플레이트와 여성 템플릿이 먼저 풀 아래에서 분리되고 여성 템플릿이 남성 템플릿과 함께 뒤로 이동합니다. 작은 풀로드 제한 블록에 의해 차단 된 세트 거리 (헤드 길이보다 큰 거리) 로 이동합니다. 암컷 템플릿이 사출 성형기의 측면을 따라 계속 뒤로 이동함에 따라 작은 풀로드도 구동됩니다. 스트리퍼 플레이트가 설정된 거리 (일반적으로 5mm) 로 이동하여 재료 헤드를 낮추도록합니다. 설정된 거리가 이동되면 작은 풀로드와 여성 템플릿이 움직이지 않습니다.
주입 몰더의 측면은 이동 측으로부터 계속 뒤로 이동하고, 인장력은 지속적으로 증가하며, 이는 셔터의 잠금력을 초과한다. 암컷 거푸집과 수컷 거푸집은 분리되어 있으며 정해진 거리로 분리되면 멈 춥니 다.
이젝터의 푸시 아래에서 이젝터 플레이트는 이젝터 메커니즘 (이젝터 핀, 경사 비트 등) 을 구동하여 배출 동작을 시작합니다. 완성 된 제품을 배출합니다 (조작자가 자동으로 떨어지거나 제거).





 전화:
전화:  이메일:
이메일:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어