
고속 절단은 상대적인 개념입니다. 일반적으로 고속 절단의 절삭 속도는 일반 절삭 속도의 5-10 배라고 믿어집니다. 공작 기계의 스핀들 속도가 고속 절단에 속하기 위해 10000-20000r/min에 도달한다는 견해도 있습니다.
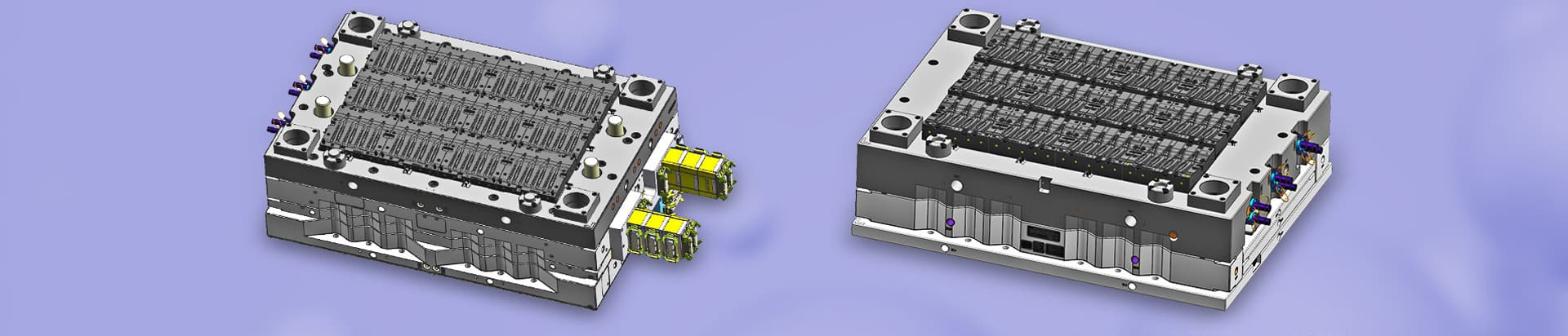
정밀 금형은 고속 절삭 가공 기술을 채택하여 가공 효율 및 가공 정확도를 크게 향상시키고 절삭력을 줄이며 공작물에 대한 열 절삭의 영향을 줄이고 공정 강화를 실현할 수 있습니다. 고효율과 하이 퀄리티 가진 진보된 가공 기술입니다.
현재 고속 절단 기술은 정밀 금형 제조에 널리 사용되었습니다.
EDM에 의해 주로 처리되는 좁은 슬릿과 깊은 홈을 포함하는 특히 복잡한 모양과 프로파일을 가진 작은 몰드를 제외하고 다른 몰드는 고속 절단에 의해 처리 될 수 있습니다. 고속 절단을 사용하면 정밀 주형의 표면 품질이 연삭 수준에 도달 할 수 있으며 효율은 EDM보다 3-6 배 더 높을 수 있습니다.
초음파 진동 연삭 기술의 기본 원리는 다음과 같습니다. 초음파 발전기에 의해 생성 된 고주파 전기 진동 신호 (일반적으로 16-25KHz) 는 초음파 변환기에 의해 초음파 기계적 진동으로 변환됩니다. 그리고 초음파 진동 진폭은 경적에 의해 증폭된다 공구 연삭 휠을 구동하여 해당 주파수의 진동을 발생시켜 공구와 공작물 사이에 주기적인 절단이 형성되도록합니다. 공구 연삭 휠은 회전 및 연삭 중에 고주파 진동을 수행합니다.
전자 빔의 에너지 밀도를 제어함으로써에너지 주입 시간, 재료의 다른 변화를 달성 할 수 있으며 펀칭, 절단, 포토리소그래피 및 성형 가공과 같은 다양한 가공 목적을 달성 할 수 있습니다.
정밀 몰드의 전자 빔 처리는 초점을 맞추어 천공과 같은 고속 처리에 전기 에너지를 사용하는 가공 기술입니다. 이 생각의 기차가 반전되면, 전자 빔은 초점을 맞추지 않고 매우 거친 모양으로 만들어지며, 확대 된 후 매우 얕은 (2 μm) 표면상의 층은 단위 면적당 감소된 전기 에너지에 의해 즉시 용융되고, 조사 시간은 단지 2 ㎲이다.
표면층이 순간적으로 용융되지만, 본체 부분은 여전히 낮은 온도에 있으므로, 녹은 부분은 빨리 냉각될 것이다. 결과적으로, 표면은 비정질화, 즉, 비정질화 될 것이다. 이 과정이 전체 표면을 따라 반복되면 매우 부드러운 거울 표면을 얻을 수 있으며, 이는 응고 될 때 녹은 버터만큼 부드럽습니다. 또한, 형성된 비정질 표면은 산화하기 어렵고, 즉 녹이기 쉽지 않다. 이 방법은 연마 범위를 넘어 섰을 수 있으며 획기적인 가공 기술입니다.
전기 제트 가공 공정은 우수한 표면 무결성과 큰 종횡비의 특성을 가지며 다른 공정으로 가공하기 어려운 깊고 작은 구멍을 처리 할 수 있으며 복잡한 구조를 가지며, 높은 표면 품질을 필요로하고 재 캐스트 층이 없습니다.
전기 유체 가공은 고압 액체 빔 작은 구멍 가공 방법 중 하나입니다. 원래는 레이저 드릴링, 전자 빔 드릴링 및 EDM 소형 홀 처리 방법의 장단점을 종합적으로 비교 한 후 금속 튜브 전극 소형 홀 처리 방법을 기반으로 개발 된 소형 홀 처리 방법이었습니다.


 전화:
전화:  이메일:
이메일:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어