
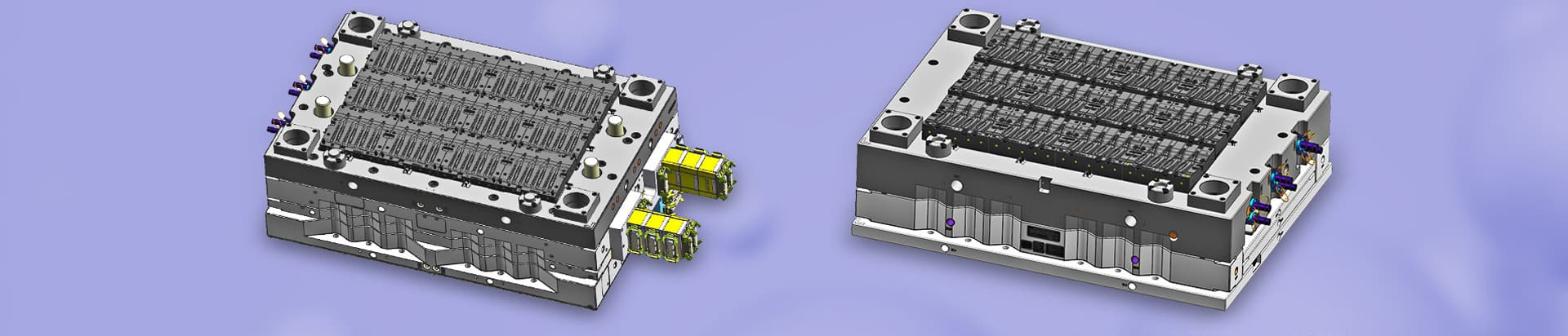

금형 표면의 연마를 개선하고 사출 성형 플라스틱 부품의 표면 미학을 높이면 금형 성능을 향상시킬 수 있습니다.
A. 사출 플라스틱 제품을 쉽게 제거 할 수 있습니다.
B. 효과적으로 플라스틱 금형 표면의 부식/마모를 방지합니다.
C. 사출 성형 생산주기를 줄입니다.
D. 갑작스런 고온 또는 피로로 인한 골절 및 균열 위험을 줄입니다.
A. 금형의 표면 품질을 판단 할 때 다음 사항에주의해야합니다.
A. 금형의 표면은 정확한 기하학적 모양을 가져야하며 물결 모양의 파도가 없어야합니다. 이 현상은 연삭 휠/밀링 커터 또는 오일 스톤으로 인한 결함으로 인해 발생합니다.
B. 거울 처리 된 금형의 표면은 작은 구멍, 오렌지 껍질, 광택 된 선, 구덩이 및 핀홀과 같은 결함이 없어야합니다.
B. 사출 성형 연마를 위해주의를 기울여야합니다.
A. 연마 할 때 먼저 공작물의 모양과 공동을 이해하고 연마해야하는 영역과 삽입 및 충돌 위치와 같이 연마 할 수없는 영역을 구별해야합니다. 금형 연마 데이터를 기반으로합니다.
B. 정밀 금형 가공 중 공작물의 모양에주의하십시오: 클램핑 라인, 복잡한 모서리 및 금형의 모서리.
C. 크기 참고: EDM에 의해 처리 된 연마 된 곡물 표면은 ± 0.015 mm의 단일 모서리와 ± 0.02 mm의 높이를 유지해야합니다. Ra0.8um 의 거칠기를 가진 연삭 표면의 경우 단일 가장자리는 ± 0.008mm 및 ± 0.013 mm의 높이를 유지해야합니다.
A. 금형 연마 공정은 공작물의 표면 거칠기에 따라 다릅니다. 320 # sand 등급은 전기 방전 가공 후면 (18 #) 연삭에 사용할 수 있습니다. 일반적인 마무리 순서는 320 # ~~ 600 # ~~ 800 # ~~ 1200 ~ 1500 # 또는 240 # ~ 400 # ~~ 800 ~ 1200 # ~~ 1500 #. 1500 # sand 번호는 표면 거칠기가 52HR 이상인 경화 강에만 적용됩니다. 표면 거칠기가 더 거친 경우, 처리 순서의 연삭 재료는 220 # sand 번호 또는 오일 스톤과 같이 한 단계 앞쪽이어야하며 순서대로 처리되어야합니다.
B. 고정밀 연마의 순서는 모래 수 처리를 완료 한 후 정밀 연마에 다이아몬드 페이스트를 사용하는 것이며, 순서는 9 μM, 6 μm입니다. 3 μ는 모래 마크 패턴을 제거하십시오.
A. 사출 금형의 연마는 금형의 방향을 따라 처리되어야합니다. 운동력은 균형을 이루고 균일해야합니다.
B. 또 다른 미세한 모래 등급을 수행 할 때, 사출 금형 연마는 그에 따라 조정되어야합니다.
C. 연삭 방향은 다음 공정으로 진행하기 전에 이전 레벨 마크가 생략될 때까지 이전 연삭 방향에 대해 90 ° 또는 45 ° 각도이어야 한다. 동일한 방향으로 장기간 연삭하는 동안 변형 및 잔류 물이 발생하기 쉬운 거친 선이 다음 공정으로 이월되어 후속 처리 프로그램에 영향을 미치지 않도록하십시오.
D. 과도한 연마 및 고르지 않은 언더컷을 방지하기 위해 작업자는 공구를 평평한 위치에 잡고 힘을 유지하며 고르게 움직여야합니다. 이것은 대량 사출 성형 생산 중에 사출 성형 플라스틱 제품 수축 및 드래그 몰드와 같은 문제를 피하기 위해서입니다.
E. 정밀 금형의 가공에서 낮은 변형 (불균일)/불명확 한 가장자리와 같은 현상이 발생할 때, 균일 한 힘으로 금형 코어의 모양을 따라 균일하게 연마해야합니다.
A. 연삭 할 때 모서리와 모서리에 미세하고 약간의 EDM 질감을 남기고 클램프 입 방향으로 처리해야합니다. 육안으로보기 어려운 정도를 유지합니다. 이것은 외관의 부드러움에 영향을 미치지 않을뿐만 아니라 날카로운 클램프 입을 보장합니다. 그러나 그것은 모두 연마기의 기술과 경험에 달려 있습니다.
B. 금형 코어와 슬라이더를 몰드베이스에 설치하고 사출 금형을 연마하기 전에 제자리에 고정하십시오.
A. 연마의 모든 단계는 깨끗하게 유지되어야하며환경은 먼지가없는 방에서 최적의 청소를 허용합니다. 높은 황소 연마의 순서는 다음과 같습니다: 6 μ M ~~ ~ 3 μ M ~~ 1 μ M ~~ 0.5 μ M.
B. 사포 가공 프로그램이 완료된 후 높은 유리 연마에 들어갈 때 연마 공작물과 작업자의 손을 청소해야합니다. 연마 품질에 영향을 미치기 위해 다음 공작물의 표면에 모래와 먼지를 가져 오지 마십시오.
C. 가장자리, 좁고 어렵고 복잡한 영역을 처리하여 연마를 시작하십시오.
D. 몰드의 경도와 다이아몬드 페이스트의 등급에 따라 연마 압력을 제어하십시오. 일반적으로 회전 연마가 사용되며 균형을 위해 작은 원이 움직이며 균일 한 연삭, 그리고 천천히 큰 원으로 확장됩니다. 피팅 (핀홀) 및 오렌지 껍질과 같은 과도한 연마 압력과 시간을 피하려면 시간 조절이 짧을수록 좋습니다.
E. 사출 금형 연마 중에 남은 양모 헤드 라인을 제거하십시오.
A. 양모 휠 패턴이 제거 될 때까지 다이아몬드 페이스트의 최종 공정에 해당하는 순수 울/부드러운 나일론 천과 같은 다양한 부드러운 재료를 공작물 표면에 수동으로 연마합니다. 그런 다음 세척제를 사용하여 분쇄 후 남은 얼룩을 청소하십시오.
B. 위와 같이 수동으로 화학 연마 파우더를 공작물 표면에 적용하고 소량의 연마제를 추가하십시오. 그런 다음 연삭을 위해 부드러운 펠트/벨벳을 사용하여 고정밀 거울 효과를 직접 얻으십시오.
F. 공작물의 경도에 따라 적절한 모래 등급 다이아몬드 페이스트를 결정하고 단단한 연마 도구를 사용하십시오. 중간 경도의 연마 도구를 선택하고 먼저 거친 모래 다이아몬드 페이스트를 사용하십시오. 그런 다음 더 미세하고 미세한 다이아몬드 페이스트를 순서대로 사용하십시오.
천 경도 | 천/소재 | 모래 크기 (μm) |
매우 열심히 하드 하드 하드 하드 소프트 소프트 매우 부드러운 | 스틸 강화 나일론 코팅 나일론 중립 느낌 블렌드 울 헤드 연마 헤드/핸들 순수한 양모 상단 조밀 한 짠 혼합 벨벳 벨벳 산화 연마제 | 다이아몬드 페이스트 45. 15. 6 .3 다이아몬드 페이스트 9 .6 .3 10.7.3 알루미늄 산화물 다이아몬드 페이스트 6. 3 .1 다이아몬드 페이스트 3. 1. 0.5 다이아몬드 페이스트 1 号 화학 연마 분말/산화 마그네슘 (Mgo) Op_s |
레벨 정렬 | 다이아몬드 페이스트 연마 크기 및 연마 도구 | 거칠기 Raμm |
레벨 4 | 45 μm/ 25μm 하드/소프트 우드/코팅 나일론 | 0.063 |
레벨 3 | 15 μm/10μm 혼합 양모/중립 펠트 | 0.032 |
레벨 2 | 7μm3μm 1.5μm 순수한 양모 머리/조밀 한 짠 혼합 벨벳 | 0.016 |
레벨 1 | 3μm1μm0.5μm 고순도 면/벨벳 | 0.005-0.008 |
A. 구리 전극의 모양과 공 블레이드 패턴의 두께에 따라 연마에 적합한 재료를 선택하십시오. 공 칼의 곡물이 너무 두꺼운 경우 320 # 또는 400 # 사포를 연마에 사용할 수 있습니다. 괜찮다면 600 # 사포로 직접 연마 할 수 있습니다.
B. 구리 전극의 재료가 비교적 부드럽기 때문에 구리 전극을 연마하는 데 너무 많은 힘을 사용하지 마십시오. 구리 전극의 모양에 특별한주의를 기울여야합니다 (참고: 구리 전극의 모양을 자연스럽게 변경할 수 없음). 과도한 힘은 구리 전극의 선과 크기에 영향을 줄 수 있습니다.
C. 거친 연마에 대한 요구 사항은 다음과 같습니다. 공구 패턴을 연마 한 후 # 사포를 320 위해 직접 연마 할 수 있습니다. 정밀 연마에 대한 요구 사항은 400 # oilstone을 사용하여 모든 고르지 않은 부분을 부드럽게 한 다음 400 # sandpaper를 사용하여 400 # oilstone 및 공 나이프 패턴을 깨끗하게 연마하는 것입니다. 800 # 사포를 사용하여 400 # 사포 패턴을 깨끗하게 닦으십시오. 1200 # 사포를 사용하여 약간의 등유를 추가하여 800 # 사포 패턴을 연마하고 마지막으로 패턴을 제거하기 위해 연마하십시오.
D. 주 구리 전극은 황변을 방지하기 위해 가솔린으로 한 번 닦아야합니다. 작은 구리 전극을 연마하는 방법은 큰 구리 전극을 연마하는 방법과 동일합니다. 작은 구리 전극은 또한 두 가지 유형으로 나뉩니다: 거친 전극과 미세 전극. 일반적으로 거친 전극은 320 # 으로 연마 할 수 있습니다.사포, 미세 전극은 600 # 사포로 연마 할 수 있습니다.
E. 구리 전극의 모양은 매우 작고 얇으며 거친 사포로 연마 할 수 없습니다. 대신 플래시를 제거하려면 800 # 사포로 직접 문질러 야합니다.
F. 구리 전극에 작은 구멍이있는 경우 섬유 오일 스톤으로 직접 연마해야합니다. 또는 샌딩 머신을 사용하여 사포의 속도를 늦추고 배치의 가장자리를 문지릅니다.
G. 연마 된 구리 전극은 그것이 정상인지 확인하고 다음 공정으로 진행하기 위해 다시 자체 점검해야합니다.



 전화:
전화:  이메일:
이메일:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어